

 Wie schon beim Abbau angedeutet, ist der korrekte Zusammenbau der Kupplungseinheit des Steyr 288 nicht gerade trivial. Ich kann nur nochmals empfehlen, dass Reperaturhandbuch des Oldtimers zu Rate zu ziehen. Trotzdem möchte ich versuchen, an dieser Stelle den Zusammenbau zu beschreiben.
Wie schon beim Abbau angedeutet, ist der korrekte Zusammenbau der Kupplungseinheit des Steyr 288 nicht gerade trivial. Ich kann nur nochmals empfehlen, dass Reperaturhandbuch des Oldtimers zu Rate zu ziehen. Trotzdem möchte ich versuchen, an dieser Stelle den Zusammenbau zu beschreiben.
Nachdem alle Teile ordentlich gereinigt wurden, kann mit dem Einbau der Kupplungshebeln in die Druckplatte begonnen werden. Dazu wird auf jeden Fall ein Hilfsbolzen mit dem gleichen Durchmesser wie der Bundbolzen (8mm) benötigt! Die Länge soll in etwa gleich der Breite des Hebels zzgl. der Dicke der Anlaufscheiben sein - in keinem Fall darf er länger sein, als der Abstand zwischen den Aufnahmen/Backen des Hebels auf der Druckplatte (ca.10mm). Zunächst die Bohrung am Hebel ordentlich einfetten (z.B. Molykote BR2 plus). Dann die ersten Nadeln einlegen - diese bleiben durch das Fett an Ort und Stelle. Nach etwa der Hälfte der Nadeln den Hilfbolzen einführen und im Anschluss rund um diesen die restlichen Nadeln einlegen. Es müssen pro Hebel 19 Nadeln eingelegt werden. Dann die Anlaufscheiben an beiden Seiten mit Fett "ankleben". Nun kann man den Hebel vorsichtig an die richtige Position (zwischen den beiden Backen) auf der Druckplatte bringen. Jetzt wird der Hilfbolzen mit Hilfe des Bundbolzens (1) herausgeschoben - dabei nimmt der Bundbolzen dann die Position des Hilfsbolzens ein. Durch die Anlaufscheiben bleiben die Nadeln an der richigen Position. Als letztes den Bundbolzen versplinten.



Zu beachten ist, dass der Bundbolzen so eingeführt wird, dass der Bund durch die Rotation des laufenden Motors - also durch die entstehende Fliehkraft an die Aufnahme der Druckplatte gedrückt wird. Verbaut man den Bundbolzen verkehrt, wird er durch die Fliehkraft quasi herausgedrückt und nur durch den Splint gehalten, welcher sicher irgendwann nachgibt.

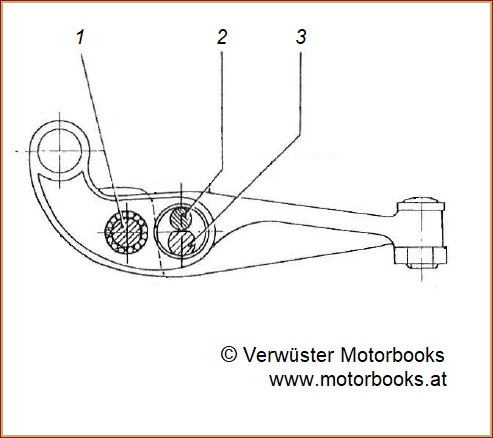
Die Verbindung zum u-förmigen Lager ist besonders eigenartig konstruiert - das Lager wird nicht mit einem normalen, runden Bolzen fixiert, sondern besteht aus einem abgeflachten Lagerbolzen (3) und einer, auf der abgeflachten Seite liegenden, Zylinderrolle (2). Wozu diese Konstruktion nötig ist, erschließt sich mir nicht wirklich - klar ist für mich nur, dass dadurch die Drehbewegung des Lagers deutlich eingeschränkt wird. Sollte jemand wissen, warum dies nötig ist, bitte ich um einen Kommentar.

Die Bohrung im Kupplungshebel ist wieder ordentlich einzufetten. Gleichsam ist auf die korrekte Einbaurichtung des Lagerbolzens zu achten.



Nachdem alle drei Kupplungshebel wie beschrieben eingebaut wurden, können im Anschluss Druckplatte und Gehäuse verbunden werden. Dabei sind selbstverständlich die neun (9) Kupplungsdruckfedern mit ihren Federtellern zwischen Gehäuse und Druckplatte einzusetzen. Um die drei Schrauben, die das Gehäuse an den Lagern befestigen, eindrehen zu können, muss das Gehäuse gegen die Kraft der neuen (9) Kupplungsdruckfedern in Richtung der Druckplatte gepresst werden. Dies lässt sich am leichtesten dadurch bewerkstelligen, dass man die Einheit auf die Schwungscheibe schraubt - also Druckplatte auf den Schwung legen, Federteller und Druckfedern auf die Druckplatte setzen, dann von oben das Gehäuse aufsetzen - alles natürlich so ausgerichtet, dass die Bohrungen am Gehäuse mit den Gewindebohrungen am Schwung fluchten bzw. die Kupplungshebeln mittig in den Aussparungen des Gehäuses sitzen und bei Bewegung nirgends schleifen.






Wird das Gehäuse nun mit dem Schwung verschraubt, wird es zum Schwung gezogen und nähert sich damit den Lagern so weit an, dass auch diese verschraubt werden können. Sind Kupplungsdruckplatte und Gehäuse über die drei Lager verschraubt, kann die Einheit wieder vom Schwung gelöst werden.


Da die Einstellschrauben der Kupplungshebeln stark abgenutzt waren, wurden diese natürlich ersetzt. Ich habe diese von oldifan bezogen, habe aber gehört, dass die Schrauben in der Zwischenzeit nicht mehr verfügbar sind. Als Alternative würde es sich anbieten, handelsübliche Schrauben ersatzweise zu verwenden und den Schraubenkopf entsprechend anzupassen.




Laut dem Reparaturhandbuch müssen die Einstellschrauben so fixiert werden, dass zwischen dem Kopf der Schraube und einer unter der Druckplatte fixierten 10mm starken Scheibe (quasi als dummy für die Kupplungsscheibe) 41mm Distanz sind. Dazu muss die Einheit wieder - mit untergelegter Scheibe - auf den Schwung montiert werden. Im Anschluss kann man den Abstand zu den Schraubenköpfen einstellen und die Schrauben mit der Kontermutter fixieren. Etwas herausfordernd ist es, die Kontermutter so festzuziehen, dass man dabei die Einstellschraube nicht bewegt. Ich habe dazu einen Hahnenfuss samt Verlängerung verwendet.